
Acousto-Optics
Unmatched optical power handling and optical performance. Delivered consistently over time and in volume.
Find out moreThe world was an exciting place in the 1960s – not least for what scientists were discovering about crystals: namely, that they had some remarkable properties enabling them to interact with electricity, sound, heat, and light – especially laser light.
In consequence, and since then, crystals have become indispensable for steering, switching, repolarizing, and intensifying laser beams – in other words, for controlling them in different ways to make their use possible in multiple applications.
It follows that the quality of these crystals is critical for the downstream laser component manufacturing processes that determine the performance and success of the final application.
Capability in the material science level (crystal growth) translates directly into a competitive specification at the system level – and this is where G&H’s crystals give laser manufacturers the edge.
They are some of the world’s best from a quality perspective, and they’re also the market’s most extensive range, with a huge selection of coating types. Capable of higher specs and more stable performance in acousto-optic (AO) and electro-optic (EO) components than the alternatives, they are ideal for more challenging laser applications, from ultra-violet (UV) to deep infrared (IR).
Ultimately, for laser systems to operate without malfunction and perform well over time, they depend on a high-quality crystal at their heart. Here’s what sets G&H crystals apart from the rest.
At G&H, crystal growth, the manufacturing process, and incorporation into components are totally vertically integrated within our organization.
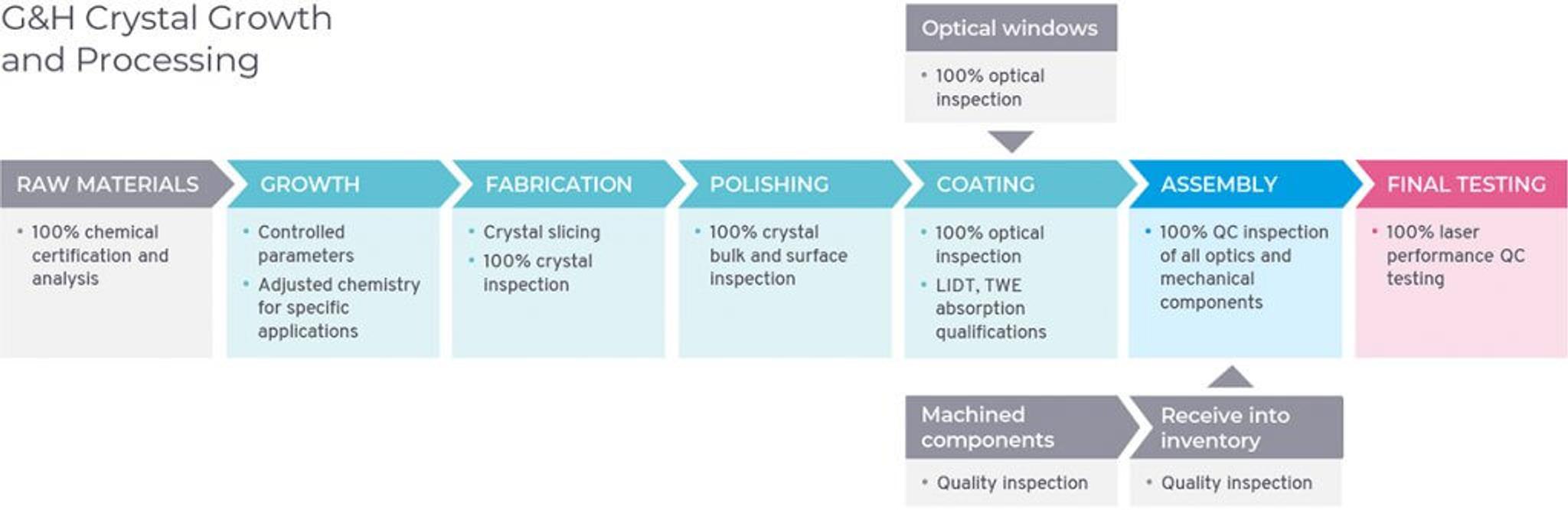
The crystals are grown from scratch in our Cleveland, US, facility, with rigorous control over quality and execution, and a 100% inspection regime.
(See the process flow diagram below. Thanks for this to Katie Colbaugh, G&H Cleveland)
This results in a single point of accountability for each and every crystal produced, its critical downstream manufacturing stages (slicing, dicing, coating, polishing, alignment, mounting), and its deployment at a component level.
It’s innovation that has stood the test of time. G&H’s expertise in crystal growth is founded on the dual Crystal Technology and Cleveland Crystals heritage, going back to the 60s, that we brought into our organization well over 20 years ago.
It’s a tried and tested model, trusted by our laser manufacturing customers, integrators, and OEMs around the world.
We mentioned earlier that the range of crystals we grow is the largest in the world, but the crystals themselves vary tremendously in size and mass, and in the duration and intensiveness of the processes required to grow them.
From pencil eraser-sized crystals that can take a few days to grow at one end of the scale, to boules or ingots up to 1.4 m/4’ 7” in height and weighing up to 0.75 tons/0.82 tonnes, and that take up to two years at the other, they include variants for all manner of laser and component types, accommodating both the shortest and the lengthiest customer project cycles.
BBO (beta barium borate) crystals
G&H’s BBO crystals are used for both nonlinear and electro-optic applications, from the near infrared to the deep ultraviolet. BBO is well suited, as just one example, to use in Pockel cells for both standard and large Q-switches that control energetic, short light pulses from high-power UV laser systems. Market applications of BBO crystals include manufacturing processes such as disk-mastering.
TeO2 (tellurium dioxide)
Our TeO2 crystals are ideal for acousto-optic (AO) devices, including rotators, modulators, resonators, and tuning filters. The resolution of AO devices made of TeO2 crystals increases several levels above others, and the crystal is widely used in astronomy, remote sensing, and many other application areas. In fact, TeO2 is a particularly good example of G&H’s unique vertical integration and unrivaled, all-encompassing control of every stage of the supply chain, from raw material growth to full sub-system completion. We grow the crystals in our Cleveland facility, we process and develop TeO2 AO cells in our Fremont facility, and from these we manufacture our award-winning Fiber-Q ® acousto-optic modulators in Torquay, UK. These are then integrated into sub-systems for sensing applications (you can learn more about this in this recorded webinar).
LN (LiNbO3 :lithium niobate)
The LiNbO3 crystals we grow are particularly suitable for acousto-optic (AO) devices, waveplates, retardation plates, and depolarizers. They are used extensively in the telecommunications and navigation market, for example in the manufacture of optical transmission sub-systems and fiber optic gyroscopes.
CdS (cadmium sulfide) / CdSe (cadmium selenide)
G&H’s CdS and CdSe crystals are used in infrared waveplates, which have many applications, including aerospace and defense (A&D), astronomy, biomedical, remote sensing, and surveillance.
KDP (KH2PO4: potassium dihydrogen phosphate) / KD*P (KH2PO4: deuterated KDP 70)
The KDP and KD*P crystals we grow are typically used in Pockels cells and Q-switches for medical and aesthetic lasers, owing to their high electro-optic coefficients. The fact that we are able to offer 99% deuteration rather than the industry standard of 95% is of particular benefit to laser systems manufacturers.
Inherently, our vertically integrated approach shields our customers from the considerable financial and operational risks of sourcing what is an extremely exacting product for exceptionally sensitive applications from globally diffuse supply chains with often disparate quality control standards.
More positively, it also enables a far greater degree of selectivity and even bespoke development to meet customers’ precise application needs, and facilitates a coherent and consistent feedback process to support continuous, ongoing refinement.
From specific deuteration levels, for example, to special parameters, properties, and defect behaviors, to name just a few criteria, our total control over every stage of a crystal’s development – starting with selection, analysis and certification of the raw materials and finishing with rigorous testing – enables us to attain the optimum fit with the requirements of customers’ applications.
To us, it’s just another manifestation of the manufacturing excellence that underpins not only everything G&H does, but how we do it. From our Optical System Innovation Hub, to our cutting-edge production facilities, to a crystal growth process that settles for nothing less than total quality control, it’s about making sure that what bears our name is the very best it can be for our customers.
In our world, “homegrown” is a compliment.
©️ G&H