
Optical Bonding
Our patented adhesive-free bonding process, Hy-Per Bond™, overcomes issues such as beam distortion and performance degradation resulting from the outgassing of optical cement.
Find out more
Recent technological advancements in optics and photonics have significantly increased the demand for ultra-smooth lens surfaces, critical for high-precision, state-of-the-art optoelectronic systems. As mentioned in the 2024 scientific paper “A Review of Emerging Technologies in Ultra-Smooth Surface Processing for Optical Components”,
“Advancements in astronomical telescopes and cutting-edge technologies, including deep ultraviolet (DUV) and extreme ultraviolet (UV) lithography, have escalated demands and imposed stringent surface quality requirements on optical system components. Achieving near-ideal optical components requires ultra-smooth surfaces with sub-nanometer roughness, no sub-surface damage, minimal surface defects, low residual stresses, and intact lattice integrity. This necessity has driven the rapid development and diversification of ultra-smooth surface fabrication technologies.”1
At G&H (LON:GHH), our 75+ years of experience delivering high-performing optics and photonics solutions confirm this growing need for near-ideal surface quality. Traditional polishing methods, such as Chemical-Mechanical Polishing (CMP), Bonnet Polishing, Plasma Chemical Vaporization Machining (PCVM), and Ion Beam Figuring (IBF), have long been used to achieve smoother optical surfaces.
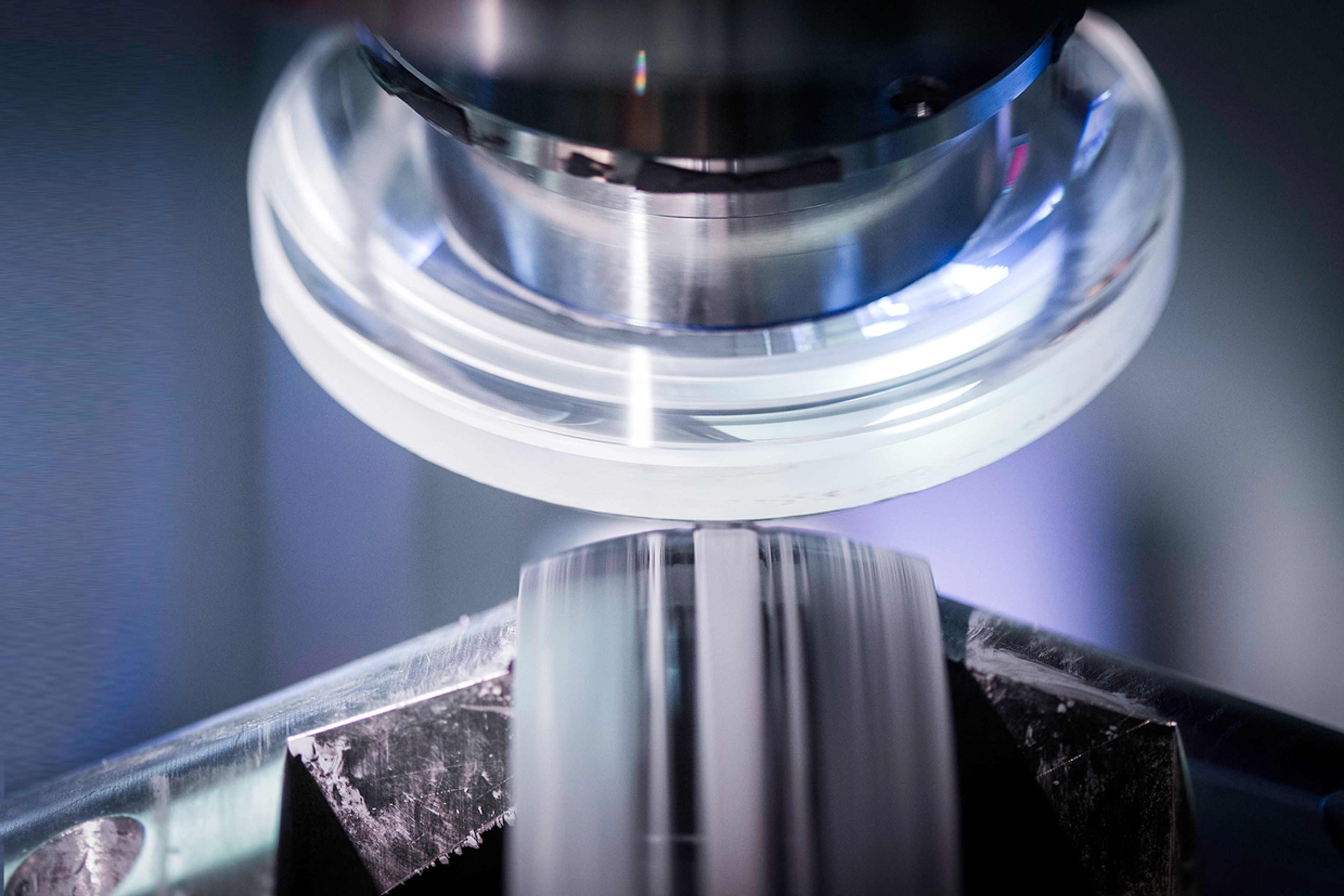
Superpolishing has been one of the better-known manufacturing processes for producing lower surface roughness parts in flat optics. The metric that determines the quality of the polishing process is the Root Mean Square roughness (RMS roughness) that quantifies surface deviations. Typically, the term “superpolishing” is applied to parts with an RMS roughness of less than 0.1nm (1 Å or Angstrom) when the measurements are filtered over the length range of 0.0025 mm to 0.080 mm per component. G&H’s Moorpark facility in the United States is one of the few suppliers in the world that can achieve surfaces with a roughness of < 0.5 Å. To put this metric into perspective, a value of 0.5 Å is smaller than the diameter of an atom, making the surface in question almost atomically smooth. Submerged polishing using specially prepared solutions of polishing compound are used to achieve these super-smooth surfaces. The process is however limited to either planar surfaces or surfaces with long radius curves (R>1.5m).
Introducing G&H’s Novel Polishing Innovation
To address this challenge, G&H has developed a pioneering polishing process, provisionally referred to as Low Surface Roughness Polishing. Peter MacKay, Principal Technologist at G&H Ilminster, explains the importance of surface roughness for optical systems:
“For any optical surface, a lower surface roughness is desirable to reduce the scatter of the light by the optical surfaces within a system. Potential applications of lower surface roughness parts include systems using UV and blue wavelengths of light where scattering is greater, and high-power laser systems where the scattered light could reach hazardous levels.”
Unlike traditional superpolishing methods limited to planar optics, G&H’s innovation expands these capabilities to spherical and aspherical surfaces, both concave and convex, making it a versatile solution for next-generation optical systems.
Experimental Trials and Results
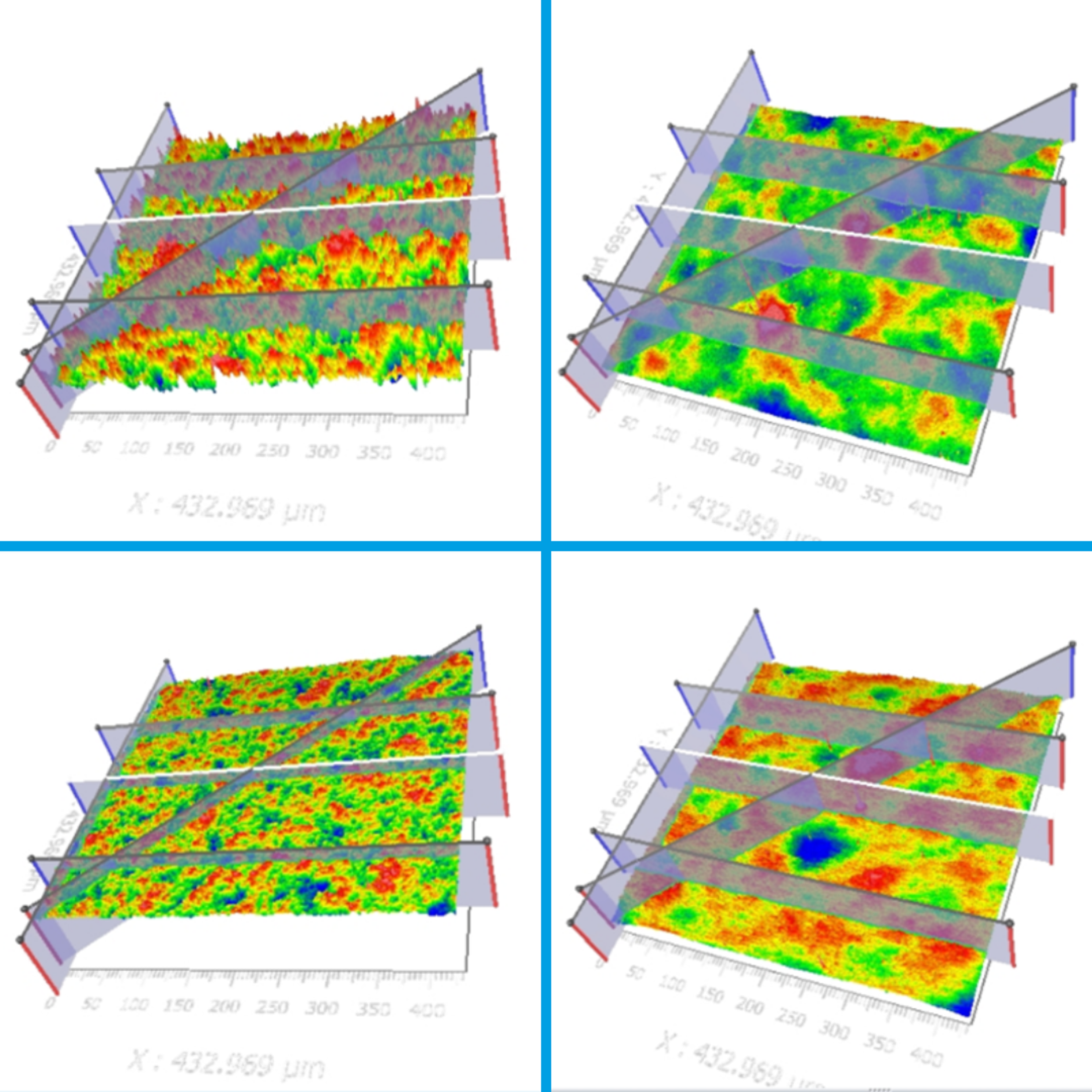
The initial trials focused on a set of plano convex lenses and plano concave lenses, each 37mm in diameter. Measurements were conducted using a ZYGO NewView 9000 white light interferometer at 20x magnification. Known for its sub-nanometer precision and ISO 25178 and ISO 21920 compliance, this high-performance tool ensured accuracy in quantifying surface roughness (Rq) across the standardized spatial range of 0.0025 mm to 0.080 mm (the default parameters for optical surface roughness according to ISO 10110-8).
The results demonstrated a clear improvement:
Control batch (standard polishing):
Post-process (Low Surface Roughness Polishing):
These improvements translate into significant benefits for optical applications, including:
Material Versatility: Beyond Fused Silica
Following the successful trials on fused silica, G&H applied the process to other common optical glasses, n-BK7 (hard glass) and n-SF11 (soft glass). The results were equally impressive:
These results highlight the material versatility of G&H’s Low Surface Roughness Polishing process, enabling its application across a wide range of optical materials and geometries.
Shaping the Future of Optical Polishing
As optical technologies continue to evolve, surface roughness for lenses has emerged as a critical factor in enabling next-generation performance. G&H’s novel Low Surface Roughness Polishing process not only meets these exacting demands but also redefines the possibilities for spherical and aspherical optics. By advancing the standards of optical surface quality, G&H is empowering innovations in high-power lasers, UV optical systems, and other cutting-edge applications.
From the heart of the United Kingdom, G&H is setting a new standard for ultra-precision optics, delivering innovative solutions to the most demanding challenges in the photonics industry.